|
Sheet metal is simply metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking, and can be cut and bent into a variety of different shapes. Countless everyday objects are constructed of the material. Thicknesses can vary significantly, although extremely thin thicknesses are considered foil or leaf, and pieces thicker than 6 mm (0.25 in) are considered plate.
Sheet metal is available in flat pieces or as a coiled strip. The coils are formed by running a continuous sheet of metal through a roll slitter. Thickness of a piece of sheet metal is called its gauge. Commonly used steel sheet metal ranges from 30 gauges to about 8 gauges. The larger the gauge number, the thinner the metal. Gauge is measured in ferrous (iron based) metals while nonferrous metals such as aluminum or copper are designated differently; i.e. copper is measured in thickness by Ounce.
Many different metals that can be made into sheet metal, such as aluminum, brass, copper, steel, tin, nickel and titanium. For decorative uses, important sheet metals include silver, gold, and platinum (platinum sheet metal is also utilized as a catalyst.)
Applications for Sheet metal are in car bodies, airplane wings, medical tables, roofs for buildings (Architectural) and many other things. Sheet metal of iron and other materials with high magnetic permeability, also known as laminated steel cores, has applications in transformers and electric machines. Historically, an important use of sheet metal was in plate armor worn by cavalry, and sheet metal continues to have many decorative uses, including in horse tack.
Layout Techniques There are three primary procedures in Layout. 1. Parallel 2.Radial 3. Triangulation.
- Material
- Stainless steel
- Aluminum
- Gauges
- Tolerances
- Forming processes
- Bending
- Curling
- Decambering
- Deep drawing
- Expanding
- Incremental sheet forming
- Ironing
- Laser cutting
- Perforating
- Press brake forming
- Punching
- Roll forming
- Rolling
- Spinning
- Stamping
- Water jet cutting
- Wheeling
- Fasteners
- See also
- References
- Bibliography
- External links
Materials Top
Stainless steel
The three most common stainless steel grades available in sheet metal are 304, 316, and 410.
Grade 304 is the most common of the three grades. It offers good corrosion resistance while maintaining formability and weld ability. Available finishes are #2B, #3, and #4. Note that grade 303 is not available in sheet form.
Grade 316 offers more corrosion resistance and strength at elevated temperatures than 304. It is commonly used for pumps, valves, chemical equipment, and marine applications. Available finishes are #2B, #3, and #4.
Grade 410 is a heat treatable stainless steel, but does not offer as good corrosion resistance. It is commonly used in cutlery. The only available finish is dull.
Aluminum
The four most common aluminum grades available as sheet metal are 1100-H14, 3003-H14, 5052-H32, and 6061-T6.[1][2]
Grade 1100-H14 is commercially pure aluminum, so it is highly chemical and weather resistant. It is ductile enough for deep drawing and wieldable, but low strength. It is commonly used in chemical processing equipment, light reflectors, and jewelry.
Grade 3003-H14 is stronger than 1100, while maintaining the same formability and low cost. It is corrosion resistant and wieldable. It is often used in stampings, spun and drawn parts, mail boxes, cabinets, tanks, and fan blades.
Grade 5052-H32 is much stronger than 3003 while still maintaining good formability. It maintains high corrosion resistance and weld ability. Common applications include electronic chassis, tanks, and pressure vessels.123
Grade 6061-T6 is a common heat-treated structural aluminum alloy. It is wieldable, corrosion resistant, and stronger than 5052, but not as formable. Note that it loses some of its strength when welded. It is used in modern aircraft structures, generally replacing the older 2024-T4 alloy.
Gauge
The sheet metal gauge (sometimes spelled gage) indicates the standard thickness of sheet metal for a specific material. For most materials, as the gauge number increases, the material thickness decreases.
Sheet metal thickness gauges for steel are based on the weight of steel, allowing more efficient calculation of the cost of material used. The weight of steel per square foot per inch of thickness is 41.82 lb (18.96 kg); this is known as the Manufacturers' Standard Gage for Sheet Steel. For other materials, such as aluminum and brass, the thicknesses will be different.
Forming processesTop
Bending
The equation for estimating the maximum bending force is,
F_{max} = k \frac{TLt^{2}}{W},
where k is a factor taking into account several parameters including friction. T is the ultimate tensile strength of the metal. L and t are Length and thickness of sheet metal respectively. The variable W is open width of a V-die or wiping die.
Curling
Decambering
Deep drawing
By Drawing it is a forming process in which the metal is stretched over a form. In deep drawing the depth of the part being made is more than half its diameter. Deep drawing is used for making automotive fuel tanks, kitchen sinks, 2 piece aluminum cans, etc. Deep drawing is generally done in multiple steps called draw reductions. The greater the depth the more reductions are required. Deep drawing may also be accomplished with fewer reductions by heating the work piece, for example in sink manufacture.
In many cases, material is rolled at the mill in both directions to aid in deep drawing. This has a more uniform grain structure and is referred to as "draw quality" material which limits tearing.
Expanding
Expanding is a process of cutting or stamping slits in alternating pattern much like the stretcher bond in Brickwork and then stretching the sheet open in accordion-like fashion. It is used in applications where air and water flow are desired as well as when a light weight is desired at cost of a solid flat surface. A similar process is used in other materials such as paper to create a low cost packing paper with better supportive properties than flat paper alone
Incremental sheet forming
Ironing
Laser cutting
Main article: Laser cutting
Cutting sheet metal can be done in various ways from hand tools called tin snips up to very large powered shears. With the advances in technology, sheet metal cutting has turned to computers for precise cutting.
Many sheet metal cutting operations are based on computer numerically controlled (CNC) lasers cutting or multi-tool CNC punch press.
CNC laser involves moving a lens assembly carrying a beam of laser light over the surface of the metal. Oxygen, nitrogen or air is fed through the same nozzle from which the laser beam exits. The metal is heated and burnt by the laser beam, cutting the metal sheet. The quality of the edge can be mirror smooth and a precision of around 0.1 mm (0.0039 in) can be obtained. Cutting speeds on thin 1.2 mm (0.047 in) sheet can be as high as 25 m (82 ft) a minute. Most of the laser cutting systems use a CO2 based laser source with a wavelength of around 10 um; some more recent systems use a YAG based laser with a wavelength of around 1 um.
Perforating
Perforating is a cutting process that punches multiple small holes close together in a flat work piece. Perforated sheet metal is used to make a wide variety of surface cutting tools, such as the surform.
Press brake forming
Forming metal on a press brake
This is a form of bending, used for long and thin sheet metal parts. The machine that bends the metal is called a press brake. The lower part of the press contains a V shaped groove. This is called the die. The upper part of the press contains a punch that will press the sheet metal down into the v shaped die, causing it to bend. There are several techniques used here, but the most common modern method is "air bending". Here, the die has a sharper angle than the required bend (typically 85 degrees for a 90 degree bend) and the upper tool is precisely controlled in its stroke to push the metal down the required amount to bend it through 90 degrees. Typically, a general purpose machine has a bending force available of around 25 tonnes per meter of length. The opening width of the lower die is typically 8 to 10 times the thickness of the metal to be bent (for example, 5mm material could be bent in a 40mm die) the inner radius of the bend formed in the metal is determined not by the radius of the upper tool, but by the lower die width. Typically, the inner radius is equal to 1/6 of the V width used in the forming process.
The press usually has some sort of back gauge to position depth of the bend along the work piece. The back gauge can be computer controlled to allow the operator to make a series of bends in a component to a high degree of accuracy. Simple machines control only the backstop, more advanced machines control the position and angle of the stop, its height and the position of the two reference pegs used to locate the material. The machine can also record the exact position and pressure required for each bending operation to allow the operator to achieve a perfect 90 degree bend across a variety of operations on the part.
Punching Top
Punching is performed by placing the sheet of metal stock between a punch and a die mounted in a press. The punch and die are made of hardened steel and are the same shape. The punch just barely fits into the die. The press pushes the punch against and into the die with enough force to cut a hole in the stock. In some cases the punch and die "nest" together to create a depression in the stock. In progressive stamping a coil of stock is feed into a long die/punch set with many stages. Multiple simple shaped holes may be produced in one stage but complex holes are created in multiple stages. The final stage the part is punched free from the "web".
A typical CNC punch has a choice of up to 60 tools in a "turret" that can be rotated to bring any tool to the punching position. A simple shape (e.g. a square, circle, or hexagon) is cut directly from the sheet. A complex shape can be cut out by making many square or rounded cuts around the perimeter. A punch is less flexible than a laser for cutting compound shapes, but faster for repetitive shapes (for example, the grille of an air-conditioning unit). A CNC punch can take 600 strokes per minute.
A typical component (such as the side of a computer case) can be cut to high precision from a blank sheet in less than 15 seconds by either a press or a laser CNC machine.
Roll forming
A continuous bending operation for producing open profiles or welded tubes with long lengths or in large quantities.
Rolling
Bending sheet metal with rollers
Main article: Rolling
Metal spinning
Spinning is used to make tubular (axis-symmetric) parts by fixing a piece of sheet stock to a rotating form (mandrel). Rollers or rigid tools press the stock against the form, stretching it, until the stock takes the shape of the form. Spinning is used to make rocket motor casings, missile nose cones, satellite dishes and metal kitchen funnels.
Stamping
Includes a variety of operations, such as punching, blanking, embossing, bending, flanging, and coining; simple or complex shapes formed at high production rates; tooling and equipment costs can be high, but labor costs are low.
Alternatively, the related techniques repoussé and chasing have low tooling and equipment costs, but high labor costs.
Water jet cutting
A water jet cutter, also known as a waterjet, is a tool capable of slicing into metal or other materials using a jet of water at high velocity and pressure, or a mixture of water and an abrasive substance.
Wheeling
Fasteners Top
Fasteners that are commonly used on sheet metal include:
- Clekos
- Rivets
- Sheet metal screws
We provide Sheet Metal Fabrication, Machining, and Welding Services located in Southern California. Our capabilities also extend to Design Engineering, Metal Finishing, MFG Engineering and Assembly.
We have experience in Electronics, Communications, Medical, Aerospace, Defense, Retail, and Commercial sectors we provide you with High Quality Products while meeting your demands of prototype, production, or high volume.
Precision Sheet Metal Fabrication, Machining and Welding
Sheet Metal Fabrication
Precision Sheet Metal
We fabricate and support parts for many different types of industries and for a variety of product types. Industries that work with us include the Defense, Medical, High Technology, Commercial, and Retail industries which many require tight tolerance parts. Some of these industries have small and large runs.
We specialized in precision sheet metal fabrication. Over the years we have perfected our manufacturing capabilities due to the high demand for precision parts. We have a comprehensive inventory of fabrication equipment we use to accomplish any precision requirements. We have the availability of a wide variety of sheet metal punching, forming, laser cutting, and assembly machines. In addition, we have worth of sheet metal experience.
It is important to consider the Default Tolerances to get an idea of the types of sheet metal tolerances that can be accomplish. It is important to keep in mind that precision sheet metal tolerances are different from machining tolerances.
Welding
We support precision welding fabrication. All of our welding fabricators are AWS certified to meet some of the most complex welding requirements. Our welding shop has numerous welding equipment to weld aluminum, steel, and stainless steel. Whether is welding sheet metal, bar stock, or tubing, we have the proper equipment and welding fixtures to get the job done right and on time. We have extensive experience in meeting difficult to achieve welding specifications including air and water tight welding.
MIG Welding
MIG welding fabrication stands for Metal Inert Gas Welding, also known as Gas Metal Arc (GMA) or Gas Metal Arc Welding (GMAW). Generally the name differs based on the type of gas being used, Inert Gas or Non-Inert Gas. MIG welding fabrication was developed in the 1940s and is now used in high production shops. MIG welding does not require as much skill as other welding processes since it is semi-automated. This type of welding creates clean weldments with very little smoke. It is fast and has a low skill level to operate. Its also great for spot and tack welding. MIG welding fabricators use a trigger to dispense the wire that is fed from a spool to the weld joint. Some say the wire is very similar to a bicycle break cable since the wire goes through a liner, which contains a gas that is also fed through the cable to the point of the arc.
MIG welding fabrication uses electricity to produce heat, an electrode to fill the weld joint, and shielding gas which protects the weld from the surrounding air. The small electrode or wire is fed continuously and semi-automatically, while the welder controls the welding. There are four ways of transferring the wire to the weld joint, which include: Short Circuit, Globular, Spray, and Pulsed Spray.
Short Circuit Transfer is used at a lower voltage and occurs when the wire arcs and comes in contact with the metal in short circuits. When the wire meets the heated metal, it puddles. With several short circuits, it sounds like several fast crackles.
Globular Transfer is very similar to the short circuit transfer as it occurs when the wire arcs when it contact with the metal, but the wire melts longer and creates a blob instead of a puddle. The sound of globular transfer has a popping sound every few seconds.
Spray Transfer requires high voltage, and the transfer is a spray. The wire sprays or mists to the metal when it arcs. The sound is of spray transfer is a hiss.
Pulsed Spray Transfer is utilized with special equipment which pulsates the voltage several times a second. This effect allows an arc between spray transfer, to globular transfer, and then back to spray transfer repeatedly.
When welding with carbon steel, a MIG welder is perfect. However, when welding with stainless steel, there are some issues and even require a large percentage of Argon. When the wire is fed to the joint, it creates too much friction since the stainless steel is stiffer than say carbon steel. If MIG welding is used for stainless steel, many times it is done using a spray transfer or globular spray.
Welding aluminum is not very common for MIG welding and even requires pure Argon using a spray transfer. When welding aluminum, a double feed is required using a push and pull method when the wire is pushed through the handle and pulled by the handle itself.
TIG Welding Top
Tungsten Inert Gas welding (TIG Welding) uses the heat of an electric arc between a tungsten electrode and the base metal. A separate welding filler rod is fed into the molten base metal, if needed. A shielding gas flows around the arc to keep away air and other harmful materials
TIG welding fabrication is also known as GTAW or Heliarc Welding. A TIG welder is generally more advanced than any other type of welder due to the difficulty of the process. It takes experience and high precision since both hands are used during this welding process. During welding, one hand holds the TIG torch that creates the arc, and the other hand is used to add the filler metal to the weld joint. This creates more control over the other welding processes out there and constructs strong precise welds.
By using a non-consumable electrode, called the tungsten electrode, a strong and high quality weld is produced. Tungsten is a slightly radioactive, hard but brittle metal. The unique properties of tungsten allows for welding with a hotter arc than the actual melting point of the tungsten. TIG welding fabrication uses the heat of an electric arc between a tungsten electrode and the base metal, shielding gas, and filler metal. A separate welding filler rod is fed by hand into the arc and melted. A shielding gas flows around the arc to keep away air and other harmful materials.
Gas tungsten arc welding is typically desirable when welding the following:
- Critical weld joints
- Small precise welds
- Stainless steel
- Aluminum
- Titanium
- Nonferrous metals
- Spot Welding
- Robotic Welding
- Brazing
- Soldering
We support different types of welding including the Defense, Aerospace, High Technology, Commercial, and Retail, Industrial, Kiosk, and Electronic industries. We are a one-stop shop for all your quality fabrication needs.
Welding Stainless Steel
When welding stainless steel, there are a couple methods to choose from. Since stainless steel is an easier metal to work with than say aluminum, stainless steel can be MIG or TIG welded using the same filler metal. Depending on the desired outcome, it is important to consider how the different types of stainless steel react to the different types of welding. For instance, 300 series stainless steel becomes brittle when it experiences high temperatures. If the temperature is too high, then it can also diminish the corrosive characteristics of the stainless steel. Therefore, when welding stainless steel it is important to have an experienced welder that can properly control the temperature and the welding processes.
TIG welding is used for precision welds on stainless steel. Although TIG welding takes experience and demands greater skill level, TIG welding stainless steel creates cleaner and more precise welds. There isnt spatter, sparks, slag, or flux compared to other types of welding. Due to the thermal properties of stainless steel, it is critical to use an experience welder since the temperature can easily distort and discolor the metal and even lose its corrosion resistance. Many times, TIG welding stainless steel is used for the defense, aerospace, and transportation industries.
MIG welding may have more issues due to the stiffness of the metal and requires a large percentage of Argon. If MIG welding is used for stainless steel, many times it is done using a globular spray or spray transfer.
Globular Transfer is very similar to the short circuit transfer as it occurs when the wire arcs make contact with the metal, but the wire melts longer and creates a blob instead of a puddle. The sound of globular transfer has a popping sound every few seconds.
Spray Transfer requires high voltage, and the transfer is a spray. The wire sprays or mists to the metal when it arcs. The sound of spray transfer is a hiss.
Spot Welding Services Top
Spot Welding Resistance spot welding is a process we support. Spot welding passes an electric current through the metal being welded. Resistance to the electrical flow heats the metal to welding temperature. The process is used to weld together two or more overlapping pieces. Spot welding is well-suited to automatic welding.
Spot welding is commonly used to join/bond metal to create the following:
- Brackets
- Cabinets
- Other sheet metal assemblies
Spot Welding works by holding sheets of metal together with two copper alloy electrodes. The sheet metal used is generally about .020 to .12 in thickness. Thicker stock is more difficult to spot weld since the current has more surrounding metal to flow to. While the two copper electrodes hold the sheets together, a large electric current flows through the electrodes and melts the metal into a spot, and welds the two pieces together.
The advantage of using spot welding is that it is quick since such a large amount of current is produced in a short time, and that it is very easy to control to produce reliable welds without the entire sheet being affected. The amount of current delivered to the spot is determined by the amplitude and duration of the current, along with the resistance between the copper electrodes. The sheet metal's material type and thickness, along with the type of electrodes used, will help determine the right amount of current required to create a spot weld. If there is not enough current applied to the sheet metal, then a poor weld will be produced since the metal will not melt. If there is too much current applied to the sheet metal, then the sheet metal will melt all the way through, creating a hole.
Brazing
Brazing is the process of joining two pieces of metal together using a filler metal. The filler metal is heated to 1050° Fahrenheit. Brazing is very similar to welding, however, brazing does not melt the two pieces of metal that are being joined, but rather melts a filler metal between. Torch brazing can also be known as silver brazing, silver soldering, or hard soldering. Torch brazing uses a silver alloy as the filler metal when conjoining two base metals together. Silver brazing can be very difficult since it is a hand process where experience and craftsmanship are required for optimal results. We can accommodate both simple and complex brazing jobs. We provide our brazing services to a wide range of industries including defense, medical, high technology, industrial, and commercial.
Robotic Welding Services Top
Automated or robotic arc welding is the technique of using robotic equipment instead of an actual manual welder. Robotic welders are made much differently than a manual arc welder. Automatic arc welding involves high cycles of power using a power source to generate the special kind of electric power required to arc weld. All arc welding is performed using a welding gun or a torch in order to transfer welding current from a cable that goes to the electrode. An electrode feeder is used to feed the consumable or non-consumable electrode wire to the arc.
Since there is not an actual person controlling the part or the welding since it is automated, welding fixtures and work piece manipulators are used to hold the metal parts in place while being welded by a robotic welder. This allows the parts to be moved around at different angles to the part can be welded in specified areas.
The advantages to using an automated arc welder all help to keep cost to a minimum. Some of the benefits of using a robotic welder include:
- Fast cycle rates
- Less human errors
- Consistency
- Repeatability
- Fewer scrapped parts
- Cost effective
- Economies of scale
AWS Certified Welding
AWS welding services requires the certification of weld operators and visual weld inspectors for the following major AWS Codes:
- AWS D1.1 Steel
- AWS D1.2 Structural Aluminum
- AWS D1.3 Sheet Steel
- AWS D1.6 Stainless
AWS D1.1 Steel
The AWS certification to TIG weld various thicknesses of round, square, rectangular tubing and many other structural shapes including flat bar, T bar, angles, channels, and I beams.
Materials include:
- Mild steel
- Structural grade steel
- 4130 chrome-molly alloy
TIG welding process is known as root pass or cover pass which produces an extremely strong weld joint. This is the preferred method for many military applications where extreme strength is required, and where nondestructive testing is part of the work statement.
MIG or GMAW is also covered under this structural weld certification. GMAW is the preferred method for mild steel and structural steel up to ½ inch thick where a standard strength weld joint is required. This produces an excellent structural weld much more quickly than the TIG welding process.
FCAW or shielded flux core method of welding is suitable for both structural steel and mild steel with material thicknesses over ½ inches. The FCAW process generates a very hot weld bead and so maintains a very strong weld joint in thicker materials with multiple weld passes.
Success in producing high quality structural units that are not only extremely strong and durable but are also very cosmetic is our goal.
AWS D1.2 Structural Aluminum Top
This code covers the welding requirements for any type structure made from aluminum structural alloys, except for aluminum pressure vessels and fluid-carrying pipe lines. D1.2 includes TIG welding many types of sheet stock in thicknesses that vary from .020 inch to .375 inch in various alloys. The aluminum TIG welding process is used to weld components for the electronic and medical industries such as chassis and cabinets. It can also be used to weld water tight frames for the U.S. Navy. This process produces a very light weight, yet a very strong product, and is highly corrosion resistant after plating.
AWS D1.3 Sheet Steel
This code covers the requirements associated with welding sheet steel having a minimum specified yield points no greater than 80 000 psi (550 MPa). The code requirements cover any welded joint made from the commonly used structural quality low-carbon hot rolled, cold rolled sheet and strip steel with or without zinc coating (galvanized).
This code covers the requirements associated with welding sheet steel having a minimum specified yield points no greater than 80 000 psi (550 MPa). The code requirements cover any welded joint made from the commonly used structural quality low-carbon hot rolled, cold rolled sheet and strip steel with or without zinc coating (galvanized).
This process allows for fabrication of a variety of different shapes, sizes, and types of products for the commercial, industrial, medical, and defense industries, while utilizing the least expensive standard or military standard materials.
AWS D1.6 Stainless
This code covers the requirements for welding stainless steel structural assemblies. Codes B2.1 and D1.6 includes TIG welding thin and thick gauge stainless steel sheet in a large variety of square, round, rectangular tubing and industrial shapes. Vista Industrial has the capabilities to TIG weld thicknesses from .022 to .375 inch. A good working knowledge of thermo-dynamics is required to maintain close tolerances with this type of welding, but with the proper methods, a tolerance of +/- .005 can be consistently held on many types of products.
This type of TIG welding is suitable for a large variety of uses especially where a product is required to perform in a corrosive environment. Many stainless products are used extensively in the food preparation and manufacturing, medical, chemical, and defense industries. Some products include many types of holding tanks, pressure vessels, and fluid or gas carrying tubing assemblies which all require this specialized type of welding.
Precision Sheet Metal Fabrication
Precision sheet metal is the fabrication of thin metal requiring specific dimensions while holding a tolerance. A tolerance is the range for a dimension. This is annotated on a print. Precision is tolerance in the sheet metal and machining industry. A mundane example would be the required length for a part being 25 +/-.25 inches. The +/- .25 is the tolerance. This means the part can be 24.75 to 25.25 inches.
Welding Information and Types Top
Types of welding fabrication are joining metals together to create a cohesive piece of metal. This is done by melting the metal pieces while adding filler metal between the two pieces which forms a strong joint. There are many types of welding processes which are used for different applications. Each process is similar since it is adding a filler metal to conjoint metal pieces into one, but the gas, tools, and temperature of each process is what sets it apart from the others. Each process is suitable for a particular metal material and desired metal application.
- Gas metal arc welding (MIG or GMAW)
- Gas tungsten arc welding (TIG or GTAW)
- Resistance spot welding
- Robotic welding
- Brazing
- Soldering
Welding can be performed on a wide range of metal materials. Many different types of metal including sheet metal, bar stock, and tubing are used to create weldments. Common raw stocks that can be used for welding are:
Aluminum
Carbon steels
Stainless steels
- 302
- 303
- 304
- 316
- 416
- 420
- 440
- 13-8
- 15-5
- 17-4
Precision Machine Shop Top
We are committed to producing the highest quality machined part at a competitive price. We use 3 and 4 axis machining with part capacity as large as 81x41x32, CNC 3D surfacing, manual mill, CNC Lathe and manual lathe, as well as a complete quality assurance department with an CMM.
Precision Welding
We support the most complex TIG and MIG weldments. Anything from automated large production runs on our robotic arc welder to close tolerance weldments, our team of welding technicians can certify to any standards you may require.
Precision Sheet Metal
We have a wide variety of sheet metal punching, forming, laser cutting, and assembly machines. In addition, we have over a millennium's worth of sheet metal experience.
We fabricate parts for many different types of industries and for a variety of product types. Many of the industries that work with us include the Defense, Medical, High Technology, Commercial, and Retail industries which many require tight tolerance parts. Some of these industries have small and large runs.
We recommend taking a look at our Default Tolerances to get an idea of the types of sheet metal tolerances we can accomplish. It is important to keep in mind that precision sheet metal tolerances are different from machining tolerances.
Sheet Metal Punching
We are known for our expertise in sheet metal and sheet metal punching. Our skilled staff and our wide range of Amada CNC controlled turret punching machines have given us our competitive edge when it comes to manufacturing quality sheet metal parts. Our sheet metal fabricating facility is equipped with the latest in sheet metal fabrication technology. We feature mechanical and hydraulic formats with high-speed punching on an immediate production basis. Our precision sheet metal punching machines have automatic material loaders to increase productivity by allowing these machines to run virtually unattended for up to four hours between pallet changes.
Sheet metal punching machines are able to use special forming tools such as louvers, countersinks, and extrusions to be punched within the program reducing labor intensive secondary operations. The Sheet metal punching machines are all equipped with fully rotational punching heads, which permits most tooling to be rotated to any punching angle. This technology provides you with a wide range of hole and forming possibilities with minimal lead time, and usually no tooling cost.
Sheet Metal Forming
We have the sheet metal forming machines and experience to process close tolerance precision formed parts. The Amada press is one of the most accurate sheet metal forming presses in the world, and we currently have eight Amada press brakes.
Setup is done very quickly using the computer controlled gauging system. Multi-staging of various flange lengths and widths is common practice. The result is a precision sheet metal formed part using fewer setups and less labor hours for reduced cost to you.
Sheet metal forming machines can have up to 125 ton capacity and can form up to 8 feet long. Along with these standard press brakes we can also have up to four robotic press brakes that allow parts to be formed with minimal operator involvement. It's the latest in technology with full CNC control.
Our normal material range is as follows:
- Cold rolled steel 24 gauges to 3/16
- Aluminum .020 to .187
- Stainless steel 24 gauge to 10 gauge
Laser Cutting Top
Using laser cutting technology to fabricate sheet metal parts has become revolutionary in the metal fabrication industry. Instead of having to invest time and money building customized tools for turret punching machines, the laser provides accurate and fast fabrication without the need of tools! Laser cutting is great for prototyping and small runs because the cost is significantly reduced by not having to build tools. We even have a laser / punch combination that is great saving time and money on setup for parts that require punch and laser features since it can all be done on one machine. Plus, the accuracy of laser cutting can hold .002! That means less money, less time, and high quality parts!
Amada LC-3015F1NT High Speed Laser
F1 Laser
Here is a list of some of the benefits of our Amada F1 laser:
- Faster piercing and cutting by using linear drives in all three axes
- Superb cutting quality with sharp corners over the full thickness range
- High productivity at lower running costs through our ECO cut process
- Cut Process Monitoring improves process time and part quality by pierce detection and by monitoring cut process
- Flexible design options: a fully accessible enclosure and choice of right- or left-hand layout
- 5 x 10 work envelope
- Cuts up to ¾ steel and up to ½ stainless and aluminum
- Ideal for short run and quick turn
- Ease of part nesting
- Low setup time
- Accuracy .002 repeatability
- WACS allows for reduced heat distortion in thick material and intricate cutting
- 4,000 watt laser power which allows for faster cutting on thin and thick material
- Instead of machining thick metal an F1 can do the same, which means less time and money.
Automation
The manufacturing industry has been revolutionized since its introduction to automation. Manufacturing machines that have the benefit of automation allow for shorter lead times, more accuracy, and better pricing.
A turret punch presses with auto load capabilities utilizing the Amada Vipros 255 with MP1225 auto loader. This system allows the machine to run unattended for extended periods of time. With a maximum sheet size of 50" x 100" we are able to nest individual parts of assemblies to save material and production time.
Amada Astro-100 robotic brakes. Astro series bending robots are some of Amada's greatest performers. The robotic cell consists of a bending robot, a loading/unloading robot, and a FBD III press brake.
Astro RobotBy separating the duties between the robots, the cell can produce parts at approximately 10 seconds per bend (depending on part configuration). The Astro will exceed an 80% "green light on" time in most installations. MX Win software is used to program the Astro robot. MX Win enables virtual manufacturing by providing perfectly scaled 3-dimensional interactive solid models.
Automated ARC WeldingAutomated ARC welding is one of the ways we can keep prices lower along with repeatability of process. These machines continue to produce parts quickly and consistently hour after hour. When your part is first reviewed our engineering team looks for ways to incorporate as much automation as possible to keep your parts consistent and cost effective.
Sheet Metal Info
The most basic question is 'What is sheet metal?' Sheet metal is metal that has been formed into a sheet that is thinner than bar stock, but thicker than foil. Sheet metal can vary in thickness and types of metals. However, the most common thicknesses are less than ¼" thick. Generally, when a sheet of metal reaches a critical thickness and cannot be used on a turret punch, but rather a CNC machine, it is called a plate. Usually this includes sheets of metal that are 3/16" or thicker. Plates are categorized by their thickness and labeled by it as well. Quarter inch steel hot rolled plate is just called, ¼" HRS (Hot Rolled Steel). Sheets of metal thinner than 3/16" are categorized by thickness as well, but the actual thickness is converted into simpler numbers referred to as "gauges" for steel.
Below are the conversions of gauges/ thicknesses for common sheet metal types:
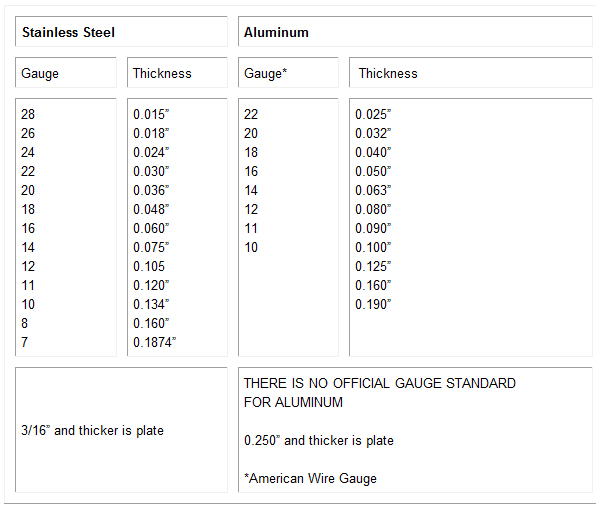
THERE IS NO OFFICIAL GAUGE STANDARD FOR ALUMINUM
0.250 and thicker is plate
American Wire Gauge
These thicknesses and gauges change slightly with aluminum, but as you can see, as the thickness decreases, the unit in gauges increases. This is just for the American System. There is a completely different system of metric measurements that are less commonly used in America.
Aluminum is a whole branch of sheet metal by itself. There are so many different types of Aluminum; certainly too many to list here.
How many sheet metal types are there? Top
There are as many types of sheet metal as there are types of metal. If an alloy can be stretched out into a sheet, that is all it takes to be sheet metal. Sheet metal is categorized by their thickness as mentioned above, but then further categorized by its hardness, method of manufacturing, tensile strength, alloy composition, and quality. With all these different variables, the types are endless.
We work with a wide variety of sheet metal types, but here are the most common:
CRS (Cold Rolled Steel) CRS is pressed into a sheet in a cold state at the steel foundry. It has a more homogeneous composition than Hot rolled steel (HRS), which allows better heat conductivity and is easier to machine. Most of our steel sheets are CRS as well as our bar stock that the machine shop uses.
HRS (Hot Rolled Steel) HRS is formed into a sheet in a molten state and rolled flat while still hot. HRS is usually of less quality than CRS, is more difficult to machine due to variable composition in the metal. We use HRS for thick plate. Olea uses 3/16 HRS plate for their base plates on most of their kiosks. Also, the base for mailboxes is 3/16 HRS. Thin HRS is very rare.
Aluminum This metal comes in many forms, but the most common type is 5052-H32, which is an Aluminum alloy. Aluminum alloys are mixtures of aluminum with other metals, often with copper, zinc, manganese, silicon, or magnesium. There are too many alloys of aluminum to list. VIP uses, 5052-H32, 6061-T6, 6061-T4, 2024-T0 for most of our parts. The number after the 4 digit code is the tensile strength or temper of the alloy that ranges from T0 to T6. T0 is soft, and T6 is full hard.
The International Alloy Designation System is the most widely accepted naming scheme for wrought alloys. Each alloy is given a four-digit number, where the first digit indicates the major alloying elements. Below gives a description of the different series of aluminum based on the first digit for the major alloying elements:
1000 series are essentially pure aluminum with a minimum 99% aluminum content by weight and can be work hardened. 2000 series are alloyed with copper, and can be precipitation hardened to strengths comparable to steel. Formerly referred to as duralumin, these were once the most common aerospace alloys, but were susceptible to stress, corrosion, cracking, and are increasingly replaced by 7000 series in new designs.3000 series are alloyed with manganese, and can be work-hardened.4000 series are alloyed with silicon. They are also known as silumin.5000 series are alloyed with magnesium, and derive most of their strength from work-hardening. It is suitable for cryogenic applications and low temperature work. However, this type of alloy is susceptible to corrosion above 60°C. 6000 series are alloyed with magnesium and silicon, are easy to machine, and can be precipitation-hardened, but not to the high strengths that 2000, and 7000 can reach.7000 series are alloyed with zinc, and can be precipitation hardened to the highest strengths of any aluminum alloy. 8000 series is a category mainly used for lithium alloys.
Stainless Steel (CRES) Stainless Steel is an alloy based on chromium and steel and is categorized by its resistance to corrosion. The gauge thickness is the same as regular steel. Stainless is much harder than regular steel and is not easy to work with in some respects. Our lasers love it and have no problem cutting it. However, it is difficult to punch, and can be difficult to weld.
We support expertise in sheet metal and sheet metal punching. Our wide range of Amada CNC controlled turret punching machines has given us our competitive edge when it comes to manufacturing quality sheet metal parts. Our sheet metal fabricating facility is equipped with the latest in sheet metal fabrication technology. We feature mechanical and hydraulic formats with high-speed punching on an immediate production basis. Our precision sheet metal punching machines have automatic material loaders to increase productivity by allowing these machines to run virtually unattended for up to four hours between pallet changes.
Our sheet metal punching machines are able to use special forming tools such as louvers, countersinks, and extrusions to be punched within the program reducing labor intensive secondary operations. Our sheet metal punching machines are all equipped with fully rotational punching heads, which permits most tooling to be rotated to any punching angle. This technology provides you with a wide range of hole and forming possibilities with minimal lead time, and usually no tooling cost.
A normal material range is as follows:
- Cold rolled steel 24 gauge to 3/16
- Aluminum .020 to .187
- Stainless steel 24 gauge to 10 gauge
Metal Finishing Top
A part is not complete without metal finishing. Whether your requirement is chromate on aluminum, deburring a sharp edge, or powder coat on steel, we are equipped to handle all of your metal finishing requirements. With numerous metal finishing capabilities in-house and a strong network of subcontractor finishing suppliers provides completed metal parts, to your specifications, ready for component assembly.
Wet paint and powder coat can be done in a metal finishing department. By keeping these processes in-house, we can maintain closer control of the finish to assure it meets the customers exact requirements, and we can provide quicker turnaround. To assure maximum quality and paint adhesion, we pre-treat the parts with either a 10 step chemical film process for aluminum parts, or a 3 step phosphatizing procedure for steel parts. A wide variety of other metal finishes including all types of plating, coating, heat-treating, and silk screening can be provided through our network of vendors that have met our stringent requirements of consistent quality and service.
This allows us to have the capabilities to paint just about any part that we manufacture for you and allows us to paint multiple parts and orders simultaneously.
- Ovens assist with the drying process after parts have been painted to ensure shorter lead times.
- Wet Paint Brands
- Here are a list of wet paint brands we use regularly
- Cardinal Industrial Finishes
- Ameron
- Sherwin Williams
- Powder Coat
- Powder Coat Brands
- Here are a list of powder coat brands we use regularly
- Cardinal Industrial Finishes
- TIGER Drylac
- Sherwin Williams
- Chemical Film - In House
- We have the capabilities to chemical film also known as chromate conversion, yellow iridite, or Alodine using our chemical film tanks. We can clear chemical film or gold chemical film.
- Benefits & Uses for Chemical Film
- Maintain electrical conductivity for aluminum parts
- Improve adhesion for paints, powders, and primers
- Prevents Corrosion
- Sheet Metal Fabrication Mechanical Assembly
- We provide a variety of assembly services.
- Welding
- Spot welding
- Ferrous
- Aluminum
- Riveting
- Solid rivets
- Pop rivets
- Speed rivets
- Mechanical hardware installation
- Electro- Mechanical
- Electronic
Types of hardware
These various mechanical assembly methods provide us flexibility of ways to assemble parts based on fit, form, function, and budget. This also allows us to work with various industries that require different types of mechanical assembly for their particular industry standards. We also have considerable experience designing parts for dip brazing assembly. This unique process is done by one of our tested and approved subcontractors. A wide variety of assembly methods allow your designers to consider more options for structural benefits, cost savings, and efficient final assembly. Our engineers are experts at providing Mechanical Design, Engineering for DFM & DFX advice or recommendations to benefit your project.
To keep our hardware insertion costs to a minimum, we utilize automated as well as manual insertion machines. All our insertion presses are equipped with positive stops and process counters to assure accurate and consistent hardware installation.
Recognizing that customers are looking for value-added suppliers that offer comprehensive service, we also provide competent and efficient mechanical and electromechanical assembly. We can provide custom wiring harnesses and plastic molded panels or trim through our qualified and approved subcontractor sources. When assembling or adding components to your precision sheet metal fabrications, we offer a cost effective way to produce your subassemblies.
Manufacturing Engineering
Providing recommendations for manufacturability and finding ways to manufacture parts economically finding ways to save costs.
Solid Works, ProE are tools we use for sheet metal specific CAD/CAM programming systems with electronic import and unfold capabilities. We are able to receive your data files in many different formats. Our document control procedures ensure that your parts are made to the correct revision every time.
List of Manufacturing Processes: Top
Casting
Centrifugal casting
Continuous casting
Die casting
Evaporative-pattern casting
Full-mold casting
Lost-foam casting
Investment casting (lost wax casting)
Lost-foam casting
Low pressure
Permanent mold casting
Plastic mold
Resin casting
Sand casting
Shell molding
Slush or slurry
Spray forming
Molding
Powder metallurgy
Compaction plus sintering
Hot isostatic pressing
Metal injection molding
Spray forming
Plastics
Injection
Compression molding
Transfer
Extrusion
Blow molding
Dip molding
Rotational molding
Thermoforming
Laminating
Expandable bead
Foam
Vacuum plug assist
Pressure plug assist
Matched mold
Shrink fitting
Shrink wrapping
Forming
End tube forming
Tube beading
Forging
Smith
Hammer forge
Drop forge
Press
Impact (see also Extrusion)
Upset
No draft
High-energy-rate
Cored
Incremental
Powder
Rolling (Thick plate and sheet metal)
Cold rolling
Hot rolling
Sheet metal
Shape
Ring
Transverse
Cry rolling
Orbital
Cross-rolling
Thread
Extrusion
Impact extrusion
Pressing
Embossing
Stretch forming
Blanking
Drawing (manufacturing) (pulling sheet metal. wire, bar or tube)
Bulging
Necking
Nosing
Deep drawing (sinks, auto body)
Bending
Hemming
Shearing
Piercing
Trimming
Shaving
Notching
Perforating
Nibbling
Dinking operation
Lancing
Cutoff
Stamping
Metal
Leather
Progressive
Coining
Straight shearing
Slitting Other
Redrawing
Ironing
Flattening
Swaging
Spinning
Peening
Guerin process
Wheelon process
Magnetic pulse
Explosive forming
Electroforming
Staking
Seaming
Flanging
Straightening
Decambering
Cold sizing
Hubbing
Hot metal gas forming
Curling (metalworking) |
Machining
Mills
Grist mill
Hammer mill
Ball mill
Buhrstone mill
Disc mill
Saw mill
Steel mill
Blast furnace
Smelting
Refining
Reduction mill
Annealing
Pickling
Passivate
Coating
Milling
Turning
Lathe
Facing
Boring (also Single pass bore finishing)
Spinning (flow turning)
Knurling
Hard turning
Cutoff (parting)
Drilling
Friction drilling
Reaming
Countersinking
Tapping
Sawing
Filing
Broaching
Shaping
Horizontal
Vertical
Special purpose
Planing
Double housing
Open-side
Edge or plate
Pit-type
Abrasive jet machining
Water jet cutting
Abrasive belt
Honing (Sharpening)
Electro-chemical grinding
Finishing & industrial finishing
Abrasive blasting (sand blasting)
Buffing
Burnishing
Electroplating
Electro polishing
Magnetic field-assisted finishing
Etching
Linishing
Mass finishing
Tumbling (barrel finishing)
Spindle finishing
Vibratory finishing
Plating
Polishing
Super finishing
Wire brushing
Routing
Hobbing
Ultrasonic machining
Electrical discharge
Electron beam machining
Electrochemical machining
Chemical
Photochemical
Laser cutting
Laser drilling
Grinding
High stock removal
Gashing
Biomachining Welding
Arc
Manual metal
Shielded metal
Gas metal
Pulsed
Short circuit
Electrogas
Spray transfer
Gas tungsten
Flux-cored
Submerged
Plasma arc
Carbon arc
Stud
Electro slag
Atomic hydrogen
Plasma-MIG (metal inert gas)
Impregnated tape
Regulated Metal Deposition
Oxyfuel gas
Oxy-acetylene gas
Methyl acetylene propadiene (MAPP)
Air-acetylene
Oxyhydrogen |
Joining
Pressure gas
CO2
Resistance
Butt welding
Flash butt welding
Shot welding
Spot welding
Projection welding
Seam
Upset welding
Percussion (manufacturing)
Solid state welding
Ultrasonic
Explosive
Diffusion
Hot press
Isostatic hot gas
Vacuum furnace
Friction welding
Inertia
Forge
Cold
Roll
Electron beam welding
Laser welding
Thermite
Induction
Low frequency (50450 Hz)
High frequency (induction resistance; 200450 kHz)
Others
Friction welding
Heated metal plate
Solvent
Dielectric
Magnetic pulse welding
Ultrasonic
Radio frequency welding
High frequency resistance
Electromagnetic
Flow
Resistance
Infrared
Vacuum
Hot-air-welding
Brazing
Torch
Induction brazing
Furnace
Dip
Soldering
Iron
Hot plate
Oven
Induction
Dip
Wave
Ultrasonic
Sintering
Adhesive bonding
Thermo-setting and thermoplastic
Epoxy
Modified epoxy
Phenolics
Polyurethane
Adhesive alloys
Miscellaneous other powders, liquids, solids, and tapes
Fastening wood and metal
Nailing
Screwing
(By material fastened)
Machine (Metal)
Wood Screws
(By slot type)
Phillips (Plus sign in Canada)
Straight (Minus sign in Canada)
(By shape)
Round head
Flat head
Box head
Hex
Lag
Nut and bolts
Riveting
Clinching
Pining
Cotter
Groove
Tapered
Roll
Retaining rings
Quick-release
Stitching
Stapling
Press fitting
Rapid manufacturing
Stereo lithography
Selective laser sintering
Fused deposition modeling
Three dimensional printing
Laminated object manufacturing
Laser engineered net shaping |
|





